
 English
English
Leng Startseite / Produkte / Hartmetall-Ziehsteine


Hartmetall-Ziehsteine finden Verwendung zum Ziehen von strangförmigem Ziehgut.
Wichtig für einen störungsfrei funktionierenden Hartmetall-Ziehstein sind folgende Faktoren:
Verwendung von hochwertigem Hartmetall sowie hochwertigem Fassungsmaterial. Beide müssen in Ihrer Zusammensetzung auf den speziellen Anwendungsfall abgestimmt werden.
Die einwandfreie Funktion sowie die Standzeit des Hartmetall-Ziehsteines wird durch korrekt gewählte Geometrie des Ziehwinkels, der Zylinderlänge sowie eine Hochglanzpolitur der Oberfläche bestimmt.
Zur Ermittlung der optimalen Parameter steht uns verschiedene Kalkulationssoftware zur Verfügung.
Unterschiedliche Hartmetall-Sorten, Beschichtungen der Oberfläche mit Hartstoff- Schichten sowie Ziehsteine aus Keramik gehören selbstverständlich zu unserem Lieferprogramm.
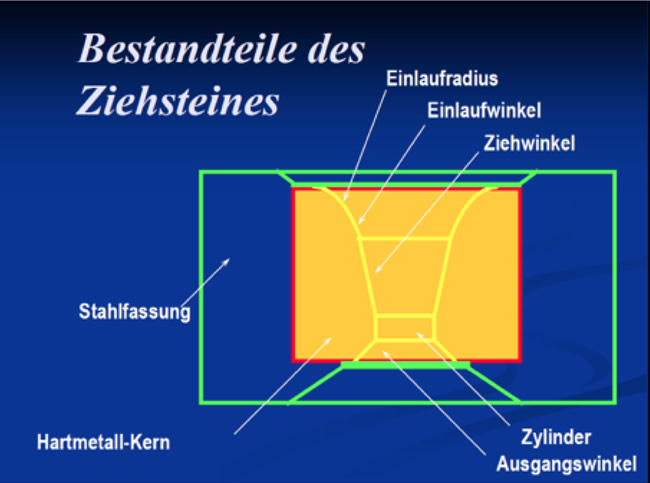
Der Einlaufradius oder Eingangswinkel dient zur Führung des einlaufenden Drahtes, wenn dieser spiralförmig einläuft. Er führt den Draht, damit dieser zentriert in den Hartmetall-Ziehstein einläuft.
Der Einlaufwinkel dient der Zuführung des Schmiermittels in den Ziehstein. Der Einlaufradius oder auch Eingangswinkel kann unpoliert bleiben.
Der Einlaufwinkel ist der wichtigste Bereich des Hartmetall-Ziehwerksteines. Die gesamte Umformung und das Verdichten des Schmierstoffes auf die einlaufende Drahtoberfläche geschehen hier. Die Effizienz eines jeden Hartmetall-Ziehsteines ist bestimmt durch das Design und die Genauigkeit dieses Einlaufgebietes. Erforderlich ist das Schleifen eines genauen konischen Winkels mit einer äußerst glatten Nachbehandlung. Die Seiten müssen über die gesamte Länge gerade und ohne Radius- oder Formabweichungen sein. Erforderlich ist höchste Präzision bei der Herstellung damit Winkel und Führungslänge eine gemeinsame Mittelachse besitzen. Um Unrundheiten des Drahtes zu vermeiden, müssen diese Oberflächen zusätzlich eine konzentrische Lage mit dem Außendurchmesser der Ziehsteinfassung besitzen.
Aufgabe der Führungslänge ist die Steuerung des Durchmessers des gezogenen Drahtes, das Garantieren seiner Rundheit und Geradheit sowie eine flache und glatte Oberfläche zu erzeugen. Aus diesen Gründen muss für das Herstellen von Qualitätsdraht die Führungslänge rund, parallel und mit einer geringen Maßtoleranz hergestellt werden. Um eine rasche übergroße Ermüdung des Werkzeugs zu vermeiden, sollte die Länge der Führung 25 bis 66% des Werkzeugdurchmessers betragen. Beispiel: ein Werkzeug mit einem Durchmesser von 2,54 mm und einem prozentualem Anteil der Führungslänge von 35%, hat eine Führungslänge von 0,889 mm. Die Wahl der Führungslänge ist abhängig von der Härte des zu ziehenden Drahtes und des gewünschten Schmierfilmes. Im Allgemeinen werden für härtere Materialien kürzere Führungslängen verwendet, etwa 25 oder 35%, um die erhöhte Gefahr von Schmierfehlern durch größere Wärmeentwicklung zu vermeiden. Weichere Materialien nutzen Führungslängen von 50% um das Werkzeug möglichst lange nutzen zu können. Solange der Stein das Maß hält ist es möglich aufgetretene Ziehringe zu entfernen, die Führung aber noch ausreichend ist.